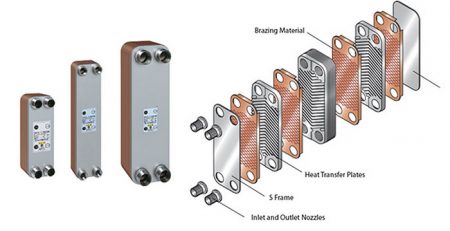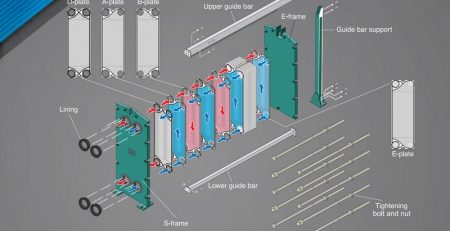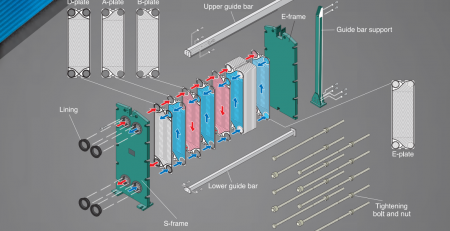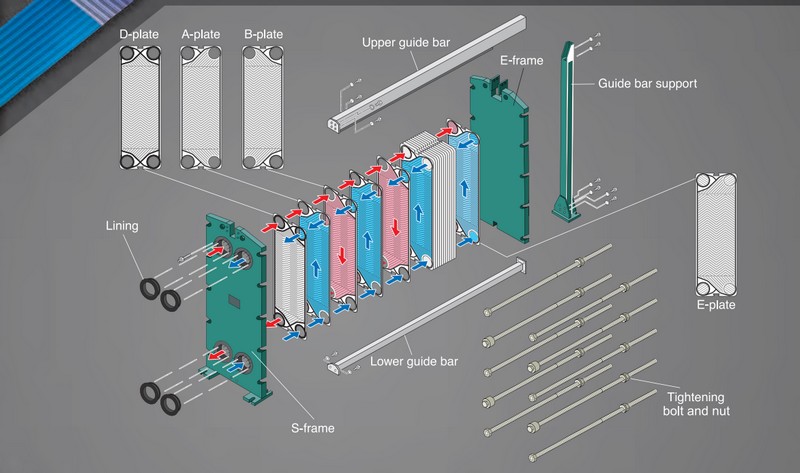
Plating Processes and HISAKA Plate Heat Exchanger


Importance of HISAKA Plate Heat Exchanger in Beer Manufacturing
Beer manufacturing involves many rounds of heating and cooling processes to
maintain the stability and quality of beers. Therefore, HISAKA Plate Heat Exchanger
warrants excellent heat exchanging capacities while minimizing the possibility of liquid
intermixing.

Sales Dept.: 0283 517 1826 | sales@hesco.com.vn
Malting Process
- Moisture is added to the two rowed barleys for germination
- Germination released glycation enzymes to convert starches (found in the barleys) into glucose
- Glucose then act as a food source for the yeast during fermentation
- Fermentation process will then release methanol, hence producing beer
- Yeast growth for normal beer is retarded at approximately 80°C and at 110°C to 130°C for black beer
Preparation Process
This is the most important process in beer manufacturing process where it determines the quality of beer.
1. Liquefaction and Glycation
– The cell membranes of barley, rice and corn starch are destroyed in a preparation kettle (or preparation tank) to increase glucose yield (by enzymatic glycation of starch), under a slow heated process.
2. Filtering/Lautering
– Lautering is the step where the sugar-extracted solid remaining in the mash is separated from the liquid wort in the lauter tub. This filtration process is crucial to ensure that the end product has a pure and clear beer (with little to no sediments).
3. Boiling
– Hops are boiled in the boiling kettle for approximately 1 hour to 1.5 hours to extract the bittering flavour and aroma of the hops, prior adding into the sweet wort to give beer its typical flavor.
4. Dreg Separation
– The hopped wort will then be placed in a settling tank prior separating the spent hops and dregs from the solids.
5. Wort Cooling and Fermentation
– The worts are cooled to the fermenting temperature of 5°C with a wort cooler in the fermentation tank. Yeast will then be added for fermentation to take place.
●Wort Preheater ●Wort Cooler ●Wort Pan Condenser
●Hot Water Manufacturing Machine for Wort Preheater
Fermentation Process (Main Fermentation)
– Young beer is created in 1 to 2 weeks upon adding yeast to the cooled
wort.
– Ale (top fermentation) occurs when foams formed on the surface of the fermenting beer, at a temperature of 15 to 20°C (microbrews)
– Lager (bottom fermentation) formed when the yeast settles at the bottom, at a temperature of 8 to 10°C
Aging Process (Sub Fermentation)
Beer is further aged for 1 to 2 months in the storage tank to increase mellows and further smoothening its flavor
Filtering Process
Fermentation is halted with the removal of beer yeast using diatomite and micro-filters.
●Beer Coolers ●CIP Liquid Heater
Bottling Process
– Appropriately aged beers are filled into bottles, cans or kegs prior being shipped.
– Pre- and post-bottling inspections, such as strict sanitisation, bottles
inspections, bottle surface cleansing and etc, are performed to ensure that the beers are hygienic and safe to be consumed.
– It is crucial to note that on the bottling temperature as it has a major effect on product stability:
i. Low temperature will result in condensation, hence leading to problems such as falling off of bottling labels, wetting of cardboard cases and etc
– Therefore, beers are usually heated up to 20°C prior being filled into appropriate containers.
– Heated sterilization will also be conducted in addition to the filtered sterilization to ensure that the beer yeast are thoroughly deactivated.
●Water Heater (also serve the purpose of Beer Heating)
●Cleaning Hot Water Recovery ●Beer Heating Sterilizer
Other Manufacturing Processes
CIP Facilities
– Hot water along with cleaning fluids are heated and supplied to the pipes and tanks for sterilization purposes.
– The sterilized equipment will then be cooled with cold water to prevent beer from becoming warm.
●Cleaning Hot Water Manufacturing Machine ●Cleaning
Liquid Heater ●Cold Water Manufacturing Machine
Waste Water Facilities
– The amount of water required for sanitization is approximately 8 times the amount of beer being produced.
– Waste water however, has to be treated (both aerobically and anaerobically) prior discarding from the manufacturing plant.
– Therefore, it is necessary to cool down waste water temperature for the treatment to be effective, especially during summer times where temperature can exceed the upper limit
●Waste Water Cooler
Processing Facilities for Barley Husks and Beer Yeast
– Remaining barley husks (from wort extractions) along with yeast (from spent beer) will be dried and further processed into livestock feeds, seasoning and as anti-flatulent.
●Heat Recovery for Drying Air ●Beer Yeast Preheater
●Drying Air Scrubber Circulating Water Cooler